
Boiler Water Wall Tube Inspection
Article by: Mr. Swanand Hatimkar, Engineer – Business Development, NDTS India Pvt. Ltd.

For thermal power plants, boiler have always been the heart. Breakdown or an unplanned shut down of a boiler leads to tremendous monetary loss to the asset owners. To be specific water wall tubes act as veins of boiler operation and thus remain the most critical segment as the operational temperature ranges between 500 to 550 degree Celsius which leads to following failures:
- Hydrogen damage
- Stress corrosion cracking
- Pitting
- Caustic gauging
- Corrosion and erosion
- Mechanical and corrosion fatigue
- High temperature oxidation
- Dissimilar metal weld failure
Thus a timely monitoring and inspection is always advisable to keep the boiler intact. We offer EMAT based inspection for determining the remaining thickness of boiler tubes. Data obtained by EMAT Inspection can be further used for Remaining Life Assessment (RLA) of Boiler.
How EMAT Based Inspection Is Superior Than Other Methods:
- Rare Chances of missing defects compared to conventional spot ultrasonic thickness gauging
- Minimum surface preparation required as it’s a Couplant Free Inspection
- Gives thickness information with +/‐127mm accuracy which is very sensitive in comparison with other electromagnetic techniques such as LFET & RFET.
- Asset Integrity Monitoring: Enables retracing of the same spot with elevated information for the forthcoming shutdowns to measure degradation rates
- Thickness measurement is possible on tubes having heavily pitted non parallel walls
- Wall-loss can be measured even with heavy ID and OD erosion, while cracks are easily identified
- Scanning speed : 500mtr – 700mtr in 8 Hr. shift (depending on accessibility)
EMAT Technology
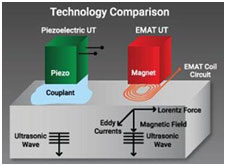 EMAT Technology is an ultrasonic testing method that differs from the traditional piezoelectric transducers in the way the sound is generated. An EMAT consists of a magnet and a coil of wire & relies on electromagnetic acoustic interaction for elastic wave generation. Using Lorentz forces & magnetostriction, the EMAT & the metal test surface interact & generate an acoustic wave within the material. The material being inspected is its own transducer, eliminating the need for liquid couplant.
EMAT Technology is an ultrasonic testing method that differs from the traditional piezoelectric transducers in the way the sound is generated. An EMAT consists of a magnet and a coil of wire & relies on electromagnetic acoustic interaction for elastic wave generation. Using Lorentz forces & magnetostriction, the EMAT & the metal test surface interact & generate an acoustic wave within the material. The material being inspected is its own transducer, eliminating the need for liquid couplant.
Associated Codes and Standards:
- ASTM E1774-96 Standard Guide for Electromagnetic Acoustic Transducers (EMATs)
- ASTM E1816-96 Standard Practice for Ultrasonic Examinations Using Electromagnetic Acoustic Transducer (EMAT) Technology
- ASTM E1962-98 Standard Test Methods for Ultrasonic Surface Examinations Using Electromagnetic Acoustic Transducer (EMAT) Technology
Article by – Mr. Swanand Hatimkar, Engineer – Business Development, NDTS India Pvt. Ltd.